
Сымһыҙ дистанцион идара итеү автоматик ҡырҡыу сым пила
Автоматик ҡырҡыу сымһыҙ дистанцион идара итеү сым пила машинаһы DH12S-P6S
Васиф


модель:DH12S-P6S адаптер ҡорамалдары:Сым пила/лезвие пила машинаһы

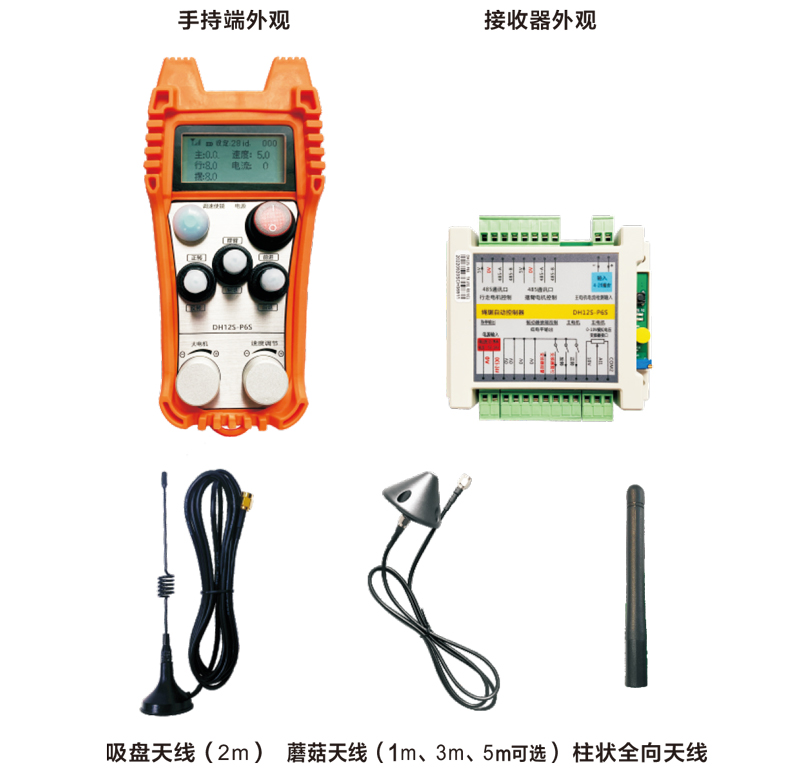
Иҫкәрмә:Өс төрлө антенналар һайларға мөмкин .,Ғәҙәттәгесә һурыу стакан антеннаһы стандарт менән йыһазландырылған .
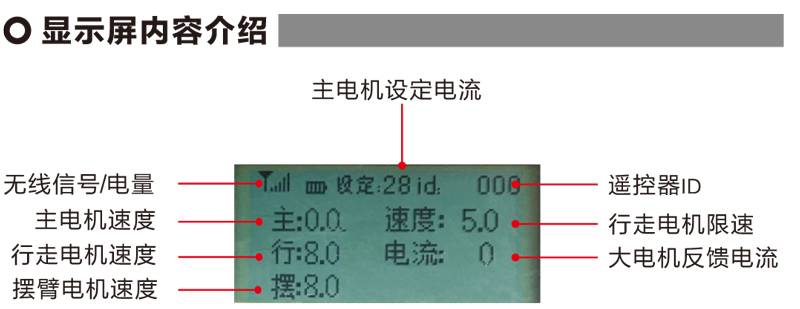
Төп двигателдең тиҙлеге:хужа:0-50
Йөрөү мотор тиҙлеге:ЯРАР:0-50
Автоматик ҡырҡыу йөрөү двигателе максималь тиҙлек сиге:тиҙлек:0-30(Параметрҙар көйләнә)
Автоматик ҡырҡыу төп двигателдәр комплекты ток:башларға:28(Параметрҙар көйләнә)
Свинг ҡул двигателдәре тиҙлеге:һалырға:0-50
Түбән баҫым:Пульттың батареяһы бик түбән,Зинһар, батареяны алмаштырығыҙ
Интернеттан төшөп:Сымһыҙ сигнал өҙөклөк,Зинһар, ҡабул итеүсе электр энергияһы менән тәьмин итеү .,Көс тағы ла,Пульт менән идара итеүҙе яңынан эшләтеп ебәрегеҙ

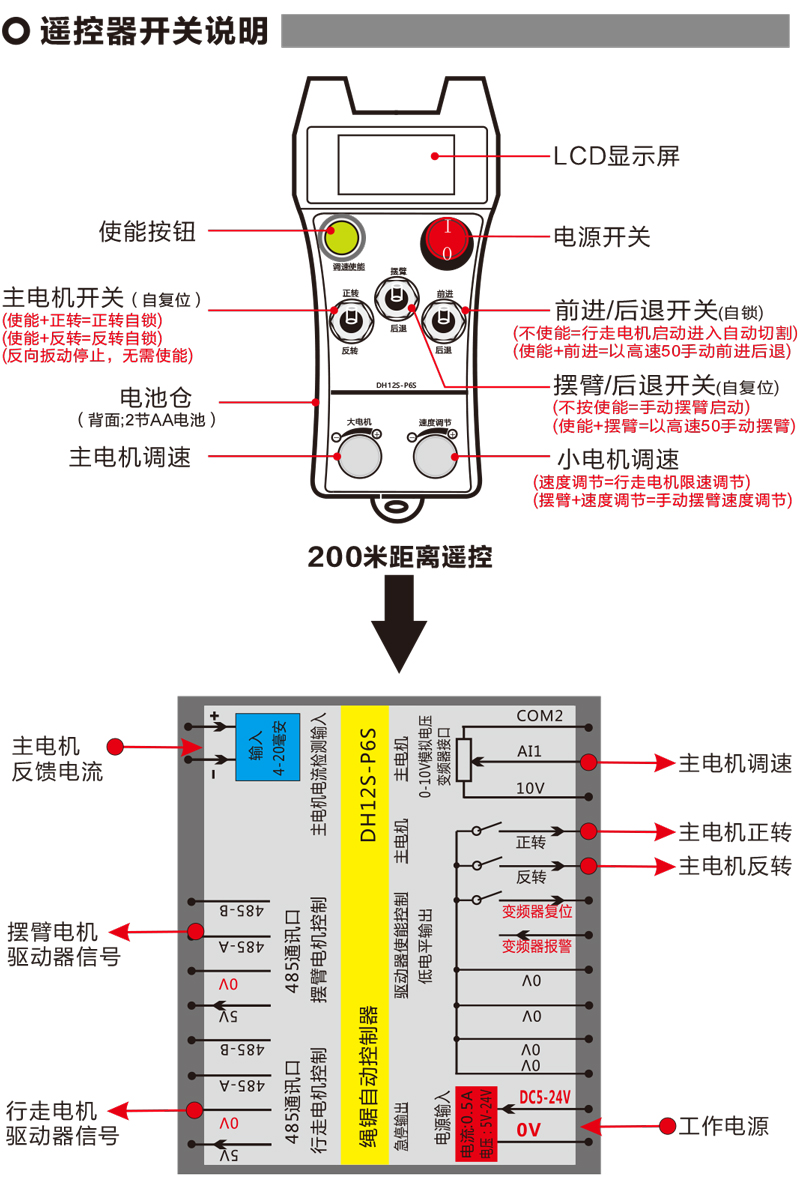
1、Дистанцион контроль ҡабыҙылған.
Приемник 2019 йылда эшләй.,D2 ток менән тәьмин итеү яҡтылыҡ приемник өҫтөндә һәр ваҡыт 2019 йылда.,D1 сигнал яҡтылығы ялтырап китә башлай;Ике No 5 батарея пультҡа ҡуйылған,Электр ҡоролмаһын тоҡандырығыҙ,Дисплей дисплей двигателе тиҙлеге,Тимәк, стартап уңышлы .。
2、Төп мотор һәм тиҙлекте көйләү
"Тиҙлек көйләү ҡоролмаһы" баҫығыҙ һәм тотоп торорға.,"Алға/кире" әйләндереп, алға күсеү,Приемниктың төп моторы 2000 йылда ҡабыҙыла.;
"Тиҙлек көйләү ҡоролмаһы" баҫығыҙ һәм тотоп торорға.,"Алға/кире" әйләндереп, алға күсеү,Приемниктың төп моторы 2000 йылда ҡабыҙыла.;
"Тиҙлек көйләү ҡоролмаһы" баҫығыҙ һәм тотоп торорға.,"Алға/кире" үҙгәртеп ҡороуҙы кире ҡаға.,Ҡабул итеүсе төп моторика кире ҡайтарыу өҫтөндә .;
Коммутатор туранан-тура уртаға йәки кире боролоп .,Төп мотор шунда уҡ туҡтай .,Тиҙлекте баҫыу кәрәкмәй, уны өҫтәү өсөн;
"Ҙур мотор" ручкаһын әйләндерегеҙ,Тиҙлек көйләү көсөргәнеше приемник төп двигателдәр инверторы 0-10В көйләү мөмкин.;
3、Йөрөү моторы
3、Йөрөү моторы
"Тиҙлек көйләү ҡоролмаһы" баҫығыҙ һәм тотоп торорға.,"Алға/кире" әйләндереп, алға йәки артҡа күсеү,Йөрөү моторы 50-се ҙур тиҙлектә хәрәкәт итәсәк.;
4、Ҡалҡынлы ҡул двигателе һәм тиҙлекте көйләү
"Свинг ҡул/Ҡайтыу" үҙгәртеп ҡороу өсөн качели ҡул йәки кире,Приемниктың һелкенер ҡул двигателе башлана;Шунан "тиҙлек көйләү" ручкаһын әйләндерегеҙ,Свинг ҡул двигателе тиҙлеген көйләй ала;
"Тиҙлек көйләү ҡоролмаһы" баҫығыҙ һәм тотоп торорға.,"Свинг ҡул/яуап" переключатель әйләндерергә,50-се ҙур тиҙлектә һелкенеш ҡул двигателе хәрәкәт итәсәк.;
5、Тиҙлек сик көйләү йөрөү двигателе
"Тиҙлек көйләү ҡоролмаһы" төймәһенә баҫығыҙ һәм тотоп торорға,Етештереү "тиҙлек көйләү" автоматик ҡырҡыу ваҡытында йөрөү двигателенең максималь тиҙлек сиген көйләй ала .;
6、Автоматик ҡырҡыу
беренсе аҙым,Төп мотор башлағыҙ .;2-се аҙым,Йөрөү двигателенең максималь тиҙлек сиген көйләү;3-сө аҙым,"Алға/кире" алға йәки артҡа әйләндерергә,Автоматик ҡырҡыу режимын индереү;
7、Параметр параметрҙары (ҡулланыусылар шәхси үҙгәртеүҙе тыя)
Параметр менюһын индереү .:Ҡул менән режимда,Төп двигателдең тиҙлеге 0-сы булғанда .,Алға/кире переключатель 3 тапҡыр рәткә эйелгән,Шунан 3 тапҡыр рәттән өҙөп ташлағыҙ .,Параметр менюһын индереү .;
Параметрҙар Менюнан сыға:Тиҙлек көйләү ручка битендә боролош,Һайлау өсөн һаҡлау йәки һаҡлау түгел,Өмөт төймәһенә баҫығыҙ, раҫлау өсөн .;
Рейтинглы ток:Төп мотор тогының максималь ҡиммәте,Блок Ампер;
Тиҙлек көйләү параметрҙары:Автоматик ҡырҡыу менән идара итеү параметрҙары,800-сө ғәҙәттәгесә,Блок миллисекундтар,Модификация тыйыла .;
Асыҡлау параметрҙары:Ҡасан ҡырҡыу ток үҙгәреш ҡиммәте был ҡиммәттән артып китә,Башланғыс тиҙ яйлатып .,Блок Ампер;
Тиҙләтеү а1.:Ҡырҡыу токы ҡасан түбәнерәк ҡырҡыу токтан түбәнерәк,Йөрөүсе двигателдең тиҙлек ҡиммәте һәр тиҙләнеш өсөн арта;
А200 й.: Ҡасан ҡырҡыу тогы юғары киҫкен токтан юғарыраҡ .,Йөрөүсе двигателдең тиҙлек ҡиммәте кәмей, ул кәмей;
Ҡул ағымы һелкенеш:ғәҙәттәгесә ҡиммәт,Модификация тыйыла .;
Туҡталыш ваҡыты:Автоматик режимда ток артыҡ йөкләү һуң өҙөлгән,Ток тағы ла бер тапҡыр асыҡлана,Әгәр ҙә ул ҡуйылған токтан кәмерәк булһа.,Автоматик рәүештә йөрөү моторын башлай;Блок секунд,ғәҙәттәгесә ҡиммәт,Модификация тыйыла .;
Туҡталыш ваҡыты:Автоматик режимда ток артыҡ йөкләү һуң өҙөлгән,Ток тағы ла бер тапҡыр асыҡлана,Әгәр ҙә ул ҡуйылған токтан кәмерәк булһа.,Автоматик рәүештә йөрөү моторын башлай;Блок секунд,ғәҙәттәгесә ҡиммәт,Модификация тыйыла .;
Максималь ток:Төп двигателдең кире бәйләнеш тогы диапазоны,Блок Ампер;
Максималь алып барыусы:Тиҙлек менән идара итеү дисплей диапазоны дистанцион идара итеү төп двигателдәр;
Максималь йөрөү:Дөрөҫ булмаған параметрҙар;
Тиҙлек сик офсет:Автоматик рәүештә ҡырҡып ташлағанда,Тиҙлек сиге сәйәхәт двигателе пульт буйынса дисплей = 50% был параметр;
Һиҙгерлек өҫтәү .:Ҡасан кире бәйләнеш тогы төп двигатель арта,Һәр тапҡыр артҡан ҡиммәте был ҡиммәттән артып китә .,Йөрөү моторы тиҙләнеше;
Һиҙгерлекте кәметергә:Төп моторик кире бәйләнеш тогы кәмей,Һәр тапҡыр кәметелгән ҡиммәт был ҡиммәттән артып китә,Йөрөү моторы яйлана;
Һиҙгерлек офсет:Өҫтәү һәм кәметергә һиҙгерлек параметрҙарының офсеттың артыуы;
Ток ҡуйырға:Автоматик ҡырҡыу,Төп двигателдең кире бәйләнеш тогы өсөн сик,Был ҡиммәттән күберәк,Йөрөү моторы яйлана башлай;Был ҡиммәттән түбәнерәк,Йөрөү моторы тиҙләтә башлай .;Блок Ампер;
Ток ҡуйырға:Автоматик ҡырҡыу,Төп двигателдең кире бәйләнеш тогы өсөн сик,Был ҡиммәттән күберәк,Йөрөү моторы яйлана башлай;Был ҡиммәттән түбәнерәк,Йөрөү моторы тиҙләтә башлай .;Блок Ампер;
Буш сығыу:Автоматик режим башланғанда,Әгәр ҙә төп двигателдең кире бәйләнеш тогы был ҡиммәттән кәмерәк булһа,Буш режимда,Был ҡиммәттән ҙурыраҡ,Буш режимдан сығыу .,Ҡырҡыу режимын индереү,Блок Ампер;
Йөк ток юҡ:Автоматик режим башланғанда,Әгәр ҙә төп двигателдең кире бәйләнеш тогы был ҡиммәттән кәмерәк булһа,Бер ниндәй ҙә йөк режимында,Был ҡиммәттән ҙурыраҡ,Йөктө булмаған режимдан сығыу .,Ҡырҡыу режимын индереү,Блок Ампер;
Селт тиҙлеге:Башланғыс тиҙлектә качели ҡул двигателе.;
Ҡырҡыу режимы:Ҡырҡылған пила һәм сым пила араһында күсеү,Параметрҙарҙы алмаштырғандан һуң, параметрҙар ҙа шуға ярашлы үҙгәртеләсәк.;Ҡырҡылған режимда режимда,Дистанцион идара итеү дисплей өҫтәй качели ҡул двигателе,Сымлы пила режимында һелкенеш двигателе юҡ;
Оҫталыҡ ваҡыты:Ҡасан кире бәйләнеш тогы төп двигателдең туҡталыш токтан артып китә .,Кире бәйләнеш тогы өҙлөкһөҙ асыҡланасаҡ,Оҫта ваҡыт был өҙлөкһөҙ асыҡлау оҙайлылығы,Был ваҡыттан күберәк,Төп мотор тогын асыҡлау әле лә туҡталыш токынан артып китә,йөрөп килеүМотор туҡтаясаҡ;Юғиһә, йөрөү моторы алға барыуын дауам итәсәк .;
Туҡтау ток:Төп двигателдең кире бәйләнеш тогы был ҡиммәтте арттыра,Йөрөү моторы туҡтаясаҡ;Блок Ампер;
Офсет ғәҙәттәгесә:Башланғыс ҡиммәте тиҙлек сиге сәйәхәт двигателе ҡасан пульт ҡабыҙылған = 50% был ҡиммәт;
![]()
| Ҡабул итеүсе эксплуатациялаусы энергия менән тәьмин итеү |
DC24V/1A (бойондороҡһоҙ энергия менән тәьмин итеү)
|
| Ҡабул итеүсе сығыу нөктәһе йөкләмәһе | AC0-250В/3А DC0-30В/5А |
| Ҡабул итеүсе тиҙлекте көйләү сығыш көсөргәнеше | DC0-10В |
Был продуктты интерпретациялау өсөн һуңғы хоҡуҡ Чэнду Синшен технологияһы Co., Ltd.。
-500x650.png)




