
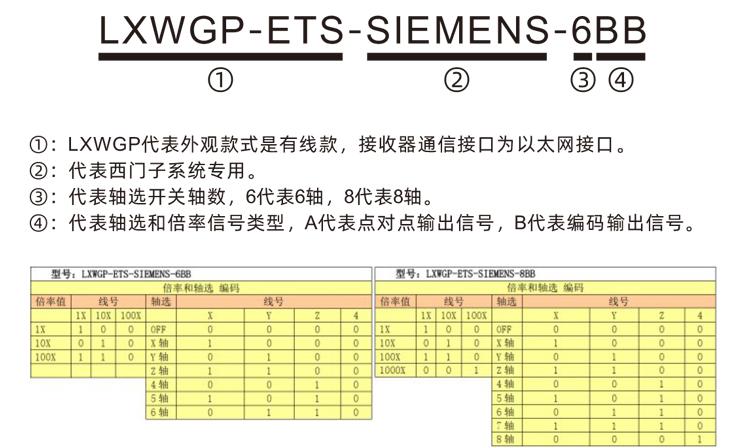
LXWGP-ETS-SIEMENS elektronisk håndhjul med ledning
Beskrivelse


Elektronisk håndhjul bruges til manuel styring af CNC-værktøjsmaskiner、position、Strejkeoperation。Denne model af elektronisk håndhjul er et Siemens-kablet elektronisk håndhjul med ægte display.,Håndhjulet er forbundet til Siemens-systemets X130-interface via et netværkskabel.,Læs systemkoordinaterne og vis dem på håndhjulets LCD-display gennem S7-protokolkommunikation.,Og håndhjulskontrolsystemets aksevalg kan foretages gennem kommunikation.、Forstørrelse、Knap og andre signaler。

1.Tilsluttet med 6-leder flystikkabel,Håndhjulskabellængde 10 meter。
2.Håndhjulsskærmen kan vise systemets arbejdsemnekoordinater、Mekaniske koordinater、Foderhastighed、Valg af akse、Oplysninger såsom forstørrelse。
3.Støtt nødstopknap,Skift IO -signaludgang,Nødstop for håndhjulsnedlukning er stadig effektiv。
4.Understøtter 6 brugerdefinerede knapper,Skift IO -signal,Kan udsende signaler til systemet gennem IO-ledninger eller kommunikation。
5.Understøtter 6 eller 8 akser kontrol,Skift IO -signal,Kan udsende signaler til systemet gennem IO-ledninger eller kommunikation。
6.Understøtter 3 eller 4 niveauer af forstørrelseskontrol,Skift IO -signal,Kan udsende signaler til systemet gennem IO-ledninger eller kommunikation。
7.Support Pulse Encoder,100Puls/cirkel,Signalet kan udsendes til systemet gennem AB-pulsledninger.。
8.Support Siemens S7 -protokol,Understøtter Siemens 828D、840DSL、ONE og andre modelsystemer。

| Håndhjul fungerer strømforsyningsspænding | DC24V/1A |
| Modtager strømforsyningsspænding | DC24V/1A |
| Modtager IO-udgangsbelastningsområde |
DC24V
|
| Håndhjulets endekabellængde |
10m
|
| Modtagerende kabellængde |
1m
|
| Længde på modtagerens netværkskabel |
3m
|
| Driftstemperatur |
-25℃<X<55℃
|
| Anti-faldende højde |
1m
|
| Tilpas antallet af knapper | 6UDVIKELIG |
| Produktstørrelse | 233*90.7*77.4(Mm) |


Kommentarer:
①Mergency Stop -knap:
Tryk på knappen Emergency Stop,To grupper af nødstop IO -udgange på modtageren er afbrudt,Og alle funktioner i håndhjulet er ugyldige。
Efter at nødstoppet er frigivet,Nødstop IO -output lukket på modtageren,Alle funktioner i håndhjulet gendannes。
②Screen Display:
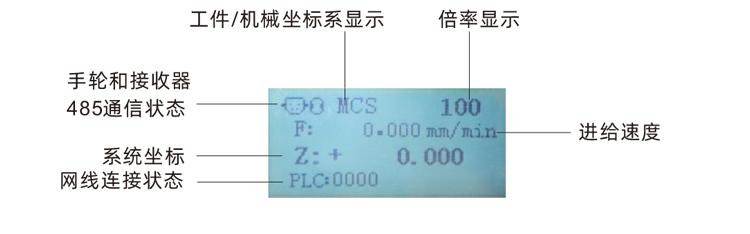
PLC:0000Det betyder, at netværkskablet ikke er tilsluttet,PLC:1010Det betyder, at netværkskablet og PLC-systemet er tilsluttet korrekt.,
PLC:1110Indikerer, at håndhjulet skriver systemdata med succes.,PLC:0001Angiver vellykket forbindelse til computer。
③ Betjente knapper:
6Brugerdefinerede knapper,Hver knap svarer til et IO -udgangspunkt på modtageren,Også forbundet til systemet via kommunikation。
④Axis Selection Switch:
Skift af udvælgelseskontakten for aksen kan skifte den bevægelige akse, der styres af håndhjulet。
⑤Aktiver-knap:
Tryk og hold på en hvilken som helst aktiveringsknap på begge sider,Den gyngende pulscoder er effektiv。 Og de to grupper på modtageren aktiverer IO output ledning,Slip knappen Aktiver,Aktivér IO -udgangsafbrydelse。
⑥ Forstørrelseskontakt:
Skift forstørrelseskontakten for at skifte forstørrelse styret af håndhjulet。
⑦Pulse encoder:
Tryk på knappen Aktiver og hold,Ryster pulscoder,Send et pulssignal,Kontroller maskinskaftbevægelsen。
⑧Håndhjulskabel:
Kabelforbindelse håndhjul og modtager,flystik,Til håndhjulsstrømforsyning og kommunikation。



6.1Produktinstallationstrin
1.Installer modtageren i det elektriske kabinet gennem skruehullerne i de fire hjørner.。
2.Se vores modtagerledningsdiagram,Sammenlign dit udstyr på stedet,Tilslut enheden gennem kablet og modtageren
forbinde,Brug et netværkskabel til at tilslutte modtageren til systemets X130-interface。
3.Efter modtageren er fast,Installer flystikbunden i håndhjulsåbningen på panelet,Endnu en base
Klemrækken sættes i håndhjulsinterfacet på modtageren.。Indsæt derefter flystikket på håndhjulsendekablet i basen,Stramme
inventar。
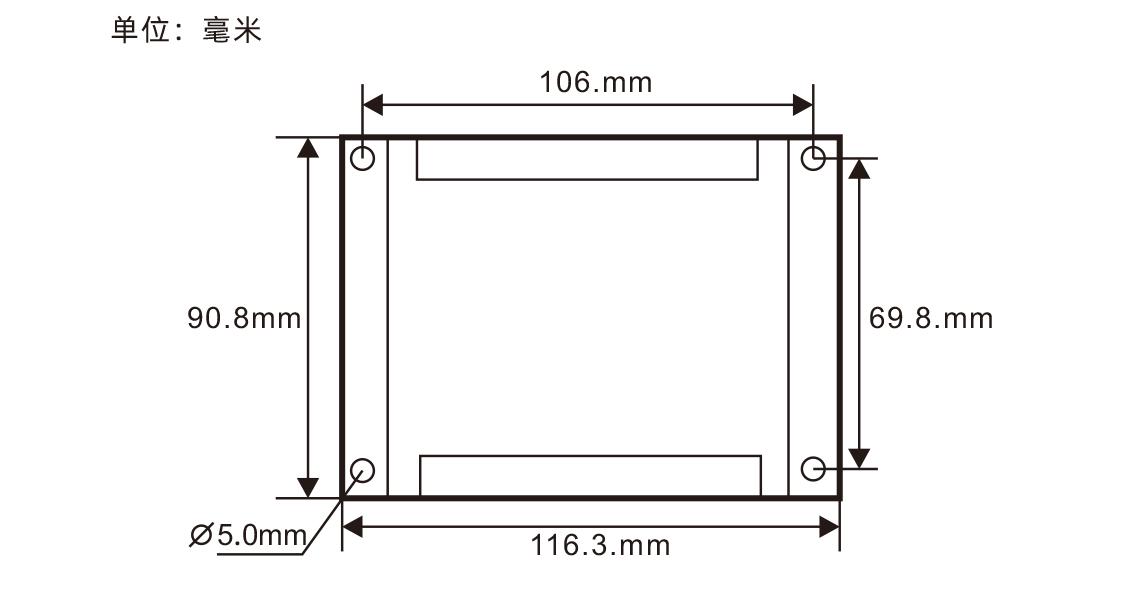
6.2Modtagerinstallationsstørrelse
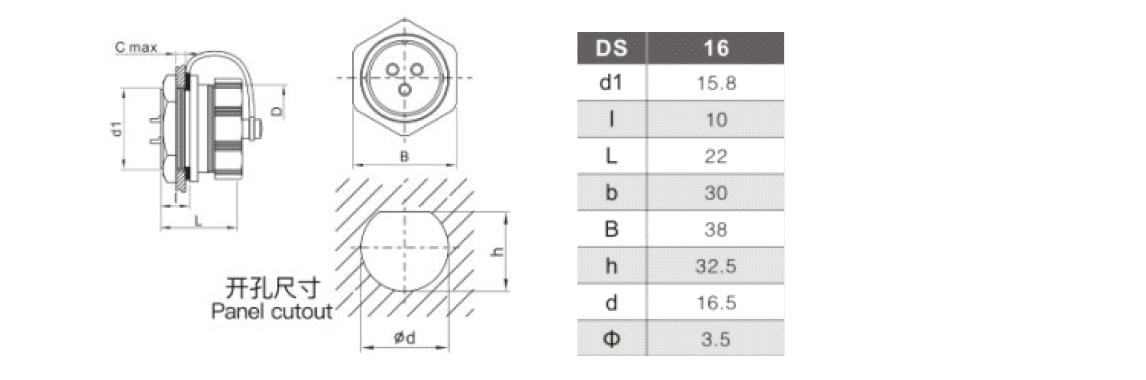
6.3Installationsdimensioner for flystik
6.4Modtager ledningsreferencediagram

6.2Modtagerinstallationsstørrelse
6.3Installationsdimensioner for flystik
6.4Modtager ledningsreferencediagram

1.Modtageren er tændt,Modtagerens driftslys er tændt,Tilslut modtageren til computeren ved hjælp af et netværkskabel,Indstil en fast IP-adresse til din computer,Brug netværkskonfigurationsværktøjets software til at indstille netværksparametre for håndhjulsfunktionen,Specifikke indstillinger
For metoden henvises til "Brugsvejledning til LXWGP-ETS håndhjul med ledning"。
2.Efter opsætning af modtageren er fuldført,Systemet kræver programmering af PLC-program,For detaljer, se venligst "LXWGP-ETS-indstillingsmetoder for forskellige Siemens CNC-systemer" og PLC-programrutineoplysninger。
3.Når ovenstående indstillinger er gennemført,Tag modtageren til maskinens elskab og installer den,Tag netværkskablet ud af computeren, og sæt det i systemets X130-grænseflade,Tilslut modtagerens strøm- og pulsledninger。
4.Maskinen er drevet,Modtageren er tændt,Modtagerens driftslys er tændt,Tænd for håndhjulets strømafbryder,Håndhjulsskærmstøvle,Skærmdisplay PLC:1010,Angiver vellykket kommunikation mellem håndhjulet og systemet.。
5.Vælg aksevalg:Skift akseludvælgelseskontakt,Vælg den akse, du vil betjene。
6.Vælg multiplikator:Skift forstørrelseskontakten,Vælg den multiplikator, du har brug for。
7.Flyt aksen:Tryk på knappen Aktiver og hold,Vælg aksen og switch,Vælg multiplikatorafbryderen,Drej derefter pulscoderen,Drej med uret fremad bevægelsesakse,Drej den negative bevægelsesakse mod uret。
8.Tryk på og hold enhver brugerdefineret knap,Den tilsvarende knap IO -output fra modtageren er tændt,Udgivsknap Output Luk。
9.Tryk på knappen Emergency Stop,Modtageren afbryder nødstop IO -output,Håndhjulsfunktion mislykkes,Slip nødstopknappen,Nødstop IO -output lukket,Gendannelse af håndhjulsfunktion。


| Fejlsituation | Mulig årsag |
Fejlfindingsmetoder
|
|
|
Fejlfindingsmetoder
|
1.Om luftfartskablet mellem håndhjulet og modtageren er tilsluttet korrekt og pålideligt
2.Er modtagerens strømspænding tilstrækkelig?
3.Håndhjulssvigt
|
1.Kontroller forbindelsen af luftfartskablet mellem håndhjulet og modtageren
2.Kontroller modtagerens indgangseffekt
3.Kontakt producenten for at vende tilbage til fabrikken for vedligeholdelse
|
|
| Ingen reaktion ved betjening af håndhjulet |
1.Er netværkskablerne mellem receiveren og systemet tilsluttet?
2.Er systemets PLC-program skrevet godt?
3.Er modtagerens konfiguration indstillet korrekt?
4.Er 485-kommunikationsikonet, der vises på håndhjulsdisplayet, mislykket?
5.Når du betjener håndhjulet,Du skal trykke og holde på aktiveringsknapperne på begge sider
6.Er nødstopknappen sluppet?
|
1.Kontroller, om modtageren og systemets X130 netværksport er forbundet med et netværkskabel
2.Kontroller og bekræft, om system-PLC'en er skrevet i overensstemmelse med de referencematerialer, vi har leveret.
3.Kontroller, om modtageren refererer til vores information og medfølgende værktøjssoftware,Indstil netværksparametrene og DB-adressen på modtageren korrekt osv.
4.Tjek mellem håndhjul og modtager
6kerne grøn fatning,To af kommunikationslinjerne:485-A og 485-B,Er det korrekt og sikkert forbundet?,Er der nogen strømafbrydelse?
|
|
|
Efter modtageren er tændt,Arbejdslyset på modtageren lyser ikke
|
1.Strømforsyning abnormitet
2.Effektledningsfejl
3.Modtagerfejl
|
1.Kontroller, om strømforsyningen har spænding,
Opfylder spændingen kravene
2.Kontroller, om strømforsyningens positive og negative poler er forbundet i omvendt
3.Vend tilbage til fabriksvedligeholdelse
|

1.Venligst ved stuetemperatur og tryk,Brugt i tørre miljøer,Forlænge levetiden。
2.Undgå at blive våd i regnen、Brugt i unormale miljøer såsom blemmer,Forlænge levetiden。
3.Hold håndhjulet rent,Forlænge levetiden。
4.Undgå at klemme、Falde、Stød osv.,Forhindre præcisionstilbehør inde i håndhjulet fra skader eller nøjagtighedsfejl。
5.Ikke brugt i lang tid,Opbevar venligst håndhjulet på et rent og sikkert sted。
6.Vær opmærksom på fugtbeskyttet og stødfast under opbevaring og transport。

1.Læs instruktionerne til brug i detaljer inden brug,Ikke-professionelt personale er forbudt。
2.Efter enhver unormal situation opstår i håndhjulet,Stop venligst med at bruge det med det samme,og fejlfinding,Før fejlfinding,Det er forbudt at bruge det defekte håndhjul igen,Undgå sikkerhedsulykker på grund af ukendte håndhjulsfejl;
3.Hvis reparation er påkrævet,Kontakt producenten,Hvis skader forårsaget af selvreparation,Producenten giver ikke en garanti。
.png)

.png)

.png)
