

履帶繩鋸機自動切割無線遙控器
履帶繩鋸機-自動無線遙控器 DH12S-LD
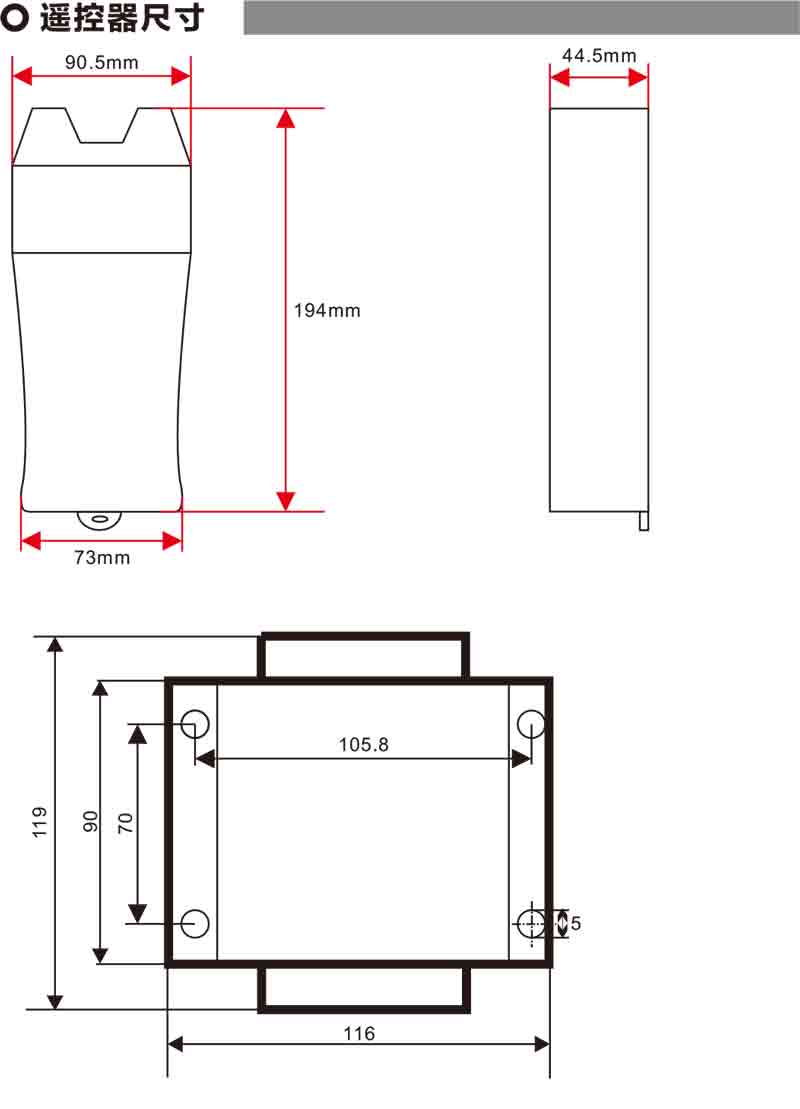
描述

型號:DH12S-LD 適配設備:履帶繩鋸機

備註:三種天線可以三選一,默認標配吸盤天線 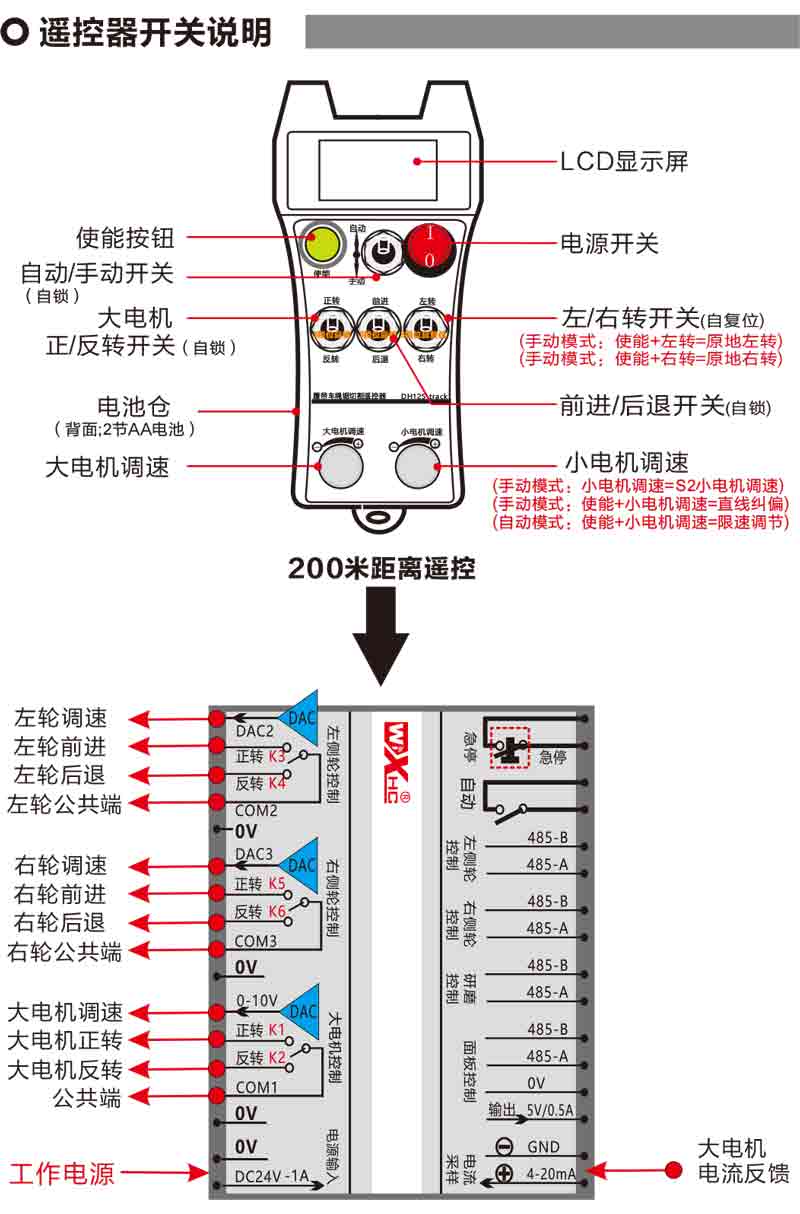

大電機速度:S1:0-50
小電機速度:S2:0-50
自動切割小電機最高限速:f:0-30(參數可調)
自動切割最大電流:我知道了:0-35(參數可調)
直線糾偏值:DF:-99-99(1個單位大約0.02V)
低壓:遙控器電池電量過低,請更換電池
掉網:無線信號中斷,請檢查接收器電源,重新上電,遙控器重新開機
![]()
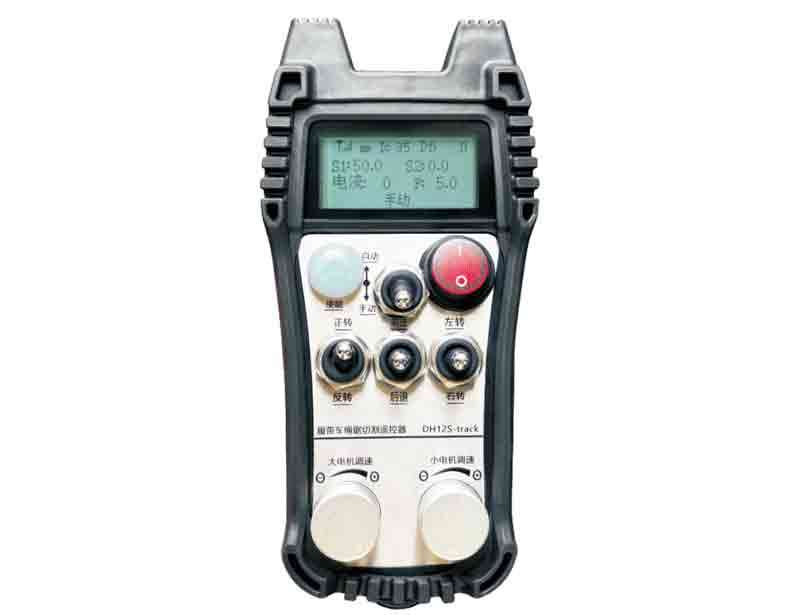
1、遙控器開機
接收器通電,接收器上RF-LED燈開始閃爍;遙控器安裝兩節5號電池,打開電源開關,顯示屏顯示電機速度,表示開機成功。
2、大電機和調速
將“正轉/反轉”開關扳到正轉,接收器大電機正轉打開,顯示屏顯示正轉 ;
;
將“正轉/反轉”開關扳到反轉,接收器大電機反轉打開,顯示屏顯示反轉 ;
;
;將“正轉/反轉”開關扳到反轉,接收器大電機反轉打開,顯示屏顯示反轉
;旋轉“大電機調速”旋鈕,可以調節接收器大電機調速輸出電壓大小0-10V;
3、小電機和調速
將“前進/後退”開關扳到前進,接收器左輪前進和右輪前進打開,顯示屏顯示前進
將“前進/後退”開關扳到後退,接收器左輪後退和右輪後退打開,顯示屏顯示後退
手動模式下:旋轉“小電機調速”旋鈕,同時調節接收器左輪右輪調速輸出電壓大小0-10V;
手動模式下:旋轉“小電機調速”旋鈕,同時調節接收器左輪右輪調速輸出電壓大小0-10V;
4、左轉和右轉
將“左轉/右轉”開關扳到左轉,接收器右輪前進打開,顯示屏顯示左轉
將“左轉/右轉”開關扳到右轉,接收器左輪前進打開,顯示屏顯示右轉
5、原地轉彎
手動模式下:
原地左轉:按住“使能”按鈕,將“左轉/右轉”開關扳到左轉,接收器的左輪後退和右輪前進打開,開始原地左轉;
原地右轉:按住“使能”按鈕,將“左轉/右轉”開關扳到右轉,接收器的左輪前進和右輪後退打開,開始原地右轉;
6、小電機限速調整
自動模式下:按住“使能”按鈕,旋轉“小電機調速”可以調整自動切割時小電機的最大速度;
7、自動切割
第一步,啟動大電機;
第二步,把模式開關切換到“自動”;
第三步,啟動小電機,屏幕顯示進入“切割自動”,表示已經進入自動切割模式;
第二步,把模式開關切換到“自動”;
第三步,啟動小電機,屏幕顯示進入“切割自動”,表示已經進入自動切割模式;
8、直線糾偏
當左右行走電機在前進和後退中,出現左右速度不一致,直線行走發生偏移,可以使用遙控器的直線糾偏功能,對左右輪速度進行微調;
糾偏原理:通過糾偏功能,微調左輪速度,來達到和右輪一致的速度,實現左右輪速度同步,消除偏移;
糾偏操作方法:在手動模式下,按住“使能”按鈕,旋轉“小電機調速”;
順時針旋轉,調高左輪速度電壓,顯示屏糾偏值增大;
逆時針旋轉,降低左輪速度電壓,顯示屏糾偏值減小;
糾偏範圍:糾偏值-90到90;1個糾偏單位的糾偏電壓大約0.02V;
9、參數菜單(用戶禁止私自修改)
遙控器部分功能可以通過參數調整,在手動模式下,在小電機速度S2為10時,
正轉/反轉開關連續上掰3次,然後再連續下掰3次,進入參數菜單;
退出參數菜單:選擇保存或是不保存,然後按使能按鈕確認退出;
最大電流:切割電機的工作額定電流,切割電流為此電流的80%;
調速參數:自動切割控制參數,默認800,禁止修改;
減速參數:自動切割控制參數,切割電流變化值超過此值時,開始減速
加速度a1: 自動切割控制參數,切割電流低於設定切割電流時,加速的快慢;
減速度a2: 自動切割控制參數,切割電流高於設定切割電流時,減速的快慢;
自動收刀:無效;
啟動自鎖:0,不自鎖;1,自鎖.按使能鍵+正反轉生效,並自鎖;
最大行走:小電機速度最大值;
切割電流:設定自動切割的主電機電流最大值,反饋電流超過此值,開始減速;
默認限速:在開機時,自動切割速度的默認最大速度;
自動模式:0,自動開關為自動控制;1,自動開關控制自動IO輸出點;
限速偏移:自動切割時,小電機最大速度;
最大主機:大電機最大速度.
| 接收器工作電源 | DC24V/1A(獨立電源供電) |
| 接收器輸出點負載 | AC0-250V/3A DC0-30V/5A |
| 接收器調速輸出電壓 |
DC0-10V
|
-500x650.png)



.png)
